
EPIC Modular Process Systems designs, fabricates and installs complete modular process systems. Many times, these modular process systems involve the use of vacuum pumps. EPIC Modular Process hosted a lunch and learn on vacuum pumps to refresh and expand our process engineers knowledge of this key piece of process equipment.
 Tuthill and IPEG did a lunch and learn for EPIC’s process engineers on Kinny vacuum pumps covering vacuum pumps capabilities and varieties. EPIC works with a variety of vacuum pump manufacturer’s and suppliers, not just Kinney pumps. Similar information can be found from other vacuum pump manufacturer’s and suppliers including Haggedorn and Gannon, Grainger, Dekker, Edwards, Venturi and more. EPIC presents through this blog post a history of vacuum pumps, the modern types and common uses for vacuum pumps and a summary of the vacuum pump selector guide provided by Tuthill.
Tuthill and IPEG did a lunch and learn for EPIC’s process engineers on Kinny vacuum pumps covering vacuum pumps capabilities and varieties. EPIC works with a variety of vacuum pump manufacturer’s and suppliers, not just Kinney pumps. Similar information can be found from other vacuum pump manufacturer’s and suppliers including Haggedorn and Gannon, Grainger, Dekker, Edwards, Venturi and more. EPIC presents through this blog post a history of vacuum pumps, the modern types and common uses for vacuum pumps and a summary of the vacuum pump selector guide provided by Tuthill.
History of Vacuum Pumps
-
-
Early History: Early experiments in vacuum pumps
-
1850 – 1900: Vacuum pump technology explodes
-
1900 – 1950: Vacuum pumps development for industry
-
1950 – Present: Modern pump development
-
Early History
The history of the vacuum pump begins in the 17th century. The vacuum pump was among several other notable inventions during the 17th century including the pendulum clock, the telescope, the thermometer, the barometer, and the microscope.
The forbearer of the vacuum pump was the suction pump, thought to have been invented by an Arabic engineer in 1206 A.D. Initial experiments with vacuums were proposed in 1631 by Reneri of Leiden to Descartes. In the 1640’s the first experiments to actually create a vacuum were performed by Gasparo Berti with a water barometer and later Vincenzio Viviani and/or Evangelista Toricelli (there is some debate as to who designed and performed the experiment) with mercury in a glass tube. Blaise Pascal also performed experiments to further prove a vacuum was created in the Toricelli experiments.
Experimenting with vacuums was considered an abomination by the Roman pope during the 1600’s and was very dangerous in countries under his rule. This was during a dual papacy, so experiments involving vacuums were performed in reformed countries and France, because the French pope was sympathetic to most things rejected by the Roman pope.
The first vacuum pumps were created by Otto von Guericke in the late 1640’s. His first experiment was with a caulked wooden barrel which he pumped water out of at a fast rate. Air rushing through the pores of the wooden barrel to fill the empty space could be audibly heard. In his second experiment, he attached a copper sphere to a pump and pumped water directly out. During the first attempt at emptying the copper sphere, it collapsed as it neared empty, which von Guericke attributed to atmospheric pressure. A more accurately spherical vessel was made for a second, this time successful, round of the experiment.
 Otto van Guericke’s most famous experiment with vacuums is the Magdeburg hemispheres experiment conducted in 1654, during which he proved that if air was removed from a whole (creating a vacuum) then no amount of force could separate the two halves of the whole. Van Guericke demonstrated this by showing that teams of horses could not separate two hemispheres from which air had been evacuated.
Otto van Guericke’s most famous experiment with vacuums is the Magdeburg hemispheres experiment conducted in 1654, during which he proved that if air was removed from a whole (creating a vacuum) then no amount of force could separate the two halves of the whole. Van Guericke demonstrated this by showing that teams of horses could not separate two hemispheres from which air had been evacuated.
Casper Schott published a book in 1657 detailing von Guericke’s experiments with vacuums, spreading the idea throughout Europe. Robert Boyle saw von Guericke’s design and engineered an improved vacuum pump with a piston which Robert Hooke built in 1658. Boyle also developed a method to measure vacuum by placing a mercury manometer inside a sealed bell jar and evacuating the jar with the pump.
The piston pump and the manometer were the only vacuum pump and gauge technologies for almost 200 years. Improvements were made to the design, and a double piston pump became the standard design. Vacuum pumps were mostly used for experimentation and entertainment up until the 1850’s, and were limited in the pressure they could attain.
1850 – 1900
Between 1850-1900 vacuum pump technology surged forward, partially driven by the needs of the incandescent lamp industry. In this 50 year period, pressure was reduced six decades, and the industrial best practices of outgassing pump equipment and avoiding rubbing tubing were established. In 1874 Mcleod developed the vacuum gage, which was based on the compression of gas by a mercury column to a readable higher pressure, which could be used to find the original pressure through Boyle’s law.
Mercury piston pumps were developed by Heinrich Geissler in 1855, which were improved by Sprengel in 1865. The development of this pump was the major factor in achieving lower pressures, with Edison achieving 10-3 Torr in the 1880’s through a system using several of these pumps. Geissler’s invention eventually led to the development of the vacuum tube.
In the 1870’s William Crookes replaced all rubber tube connections with ground glass joints and also was the first to degas the system by heating it before use. Edison used Crookes techniques to improve the vacuum in incandescent lights, and by the late 1870’s these techniques had been adopted by industry.
In 1892 Fluess developed and manufactured an improved solid-piston pump with an oil-sealed piston and mechanical valves, known as the Geryk pump. This pump was widely used in the lamp industry to replace the manually operated mercury piston-pump. In 1905 Gaede invented the rotary mercury pump which could also be driven by a motor and replaced the Geryk pump. By 1900 pressures of 10-6 Torr could be achieved.
1900 – 1950
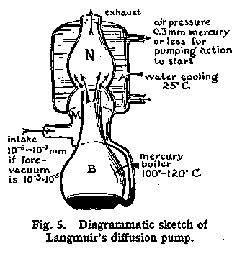
Vacuum technology development continued to accelerate through the 1920’s. Most advances during this time period are attributed to Gaede in Germany and Langmuir in the US.
The 1905 invention of Gaede’s rotary-mercury pump represented a major improvement in high vacuum pump design and was widely used in the lamp and vacuum-tube industries. In 1907 Gaede also developed the rotary-oil pump, used as a fore-pump for his mercury pump.
Gaede is attributed with the next major step forward as well, with his 1913 invention of the molecular-drag pump, which featured one pumping port, two stators and three rotors. This pumps designed was improved upon for the next 30 years, achieving higher pumping speeds. Holweck improved the design in 1923 and Seigbahn also contributed in the 1920’s, which resulted in pressures of 10-7 Torr being routinely reached with the molecular-drag pump. In modern times, the molecular-drag pump has recently re-entered industry in combination with the turbo-pump.
The mercury vapor diffusion pump replaced the molecular-drag pump, and was independently developed by Gaede and Langmuir. Langmuir’s version had much higher pumping speeds and could achieve 10-8 Torr; it was quickly adopted by industry. Burch introduced the use of oils instead of mercury in 1928. The diffusion pump was the most popular high vacuum pump for 30 years before being replaced by the sputter-ion pump in 1958.
 Great strides were taken in the area of pressure gauges during this time period as well. Many ways of exploring vacuum measurement were explored including: Sutherlands gauge dependent upon gas viscosity (invented 1897, measured down to 10-4 Torr), Langmuir’s gauge which used quartz fiber to measure the amplitude of oscillations (1913, 10-4 Torr), Pirani’s gauge measuring the heat loss from a hot filament to the gas, based on resistance change of the gas (1906, 10-4 Torr), The thermocouple gauge which measured the change in temperature of a filament with a thermocouple (1906, 10-4 Torr), Knudson’s radiometer gauge (1910, 10-6 Torr), and various mechanical gauges including the Bourdon diaphragm gauge (1929). The Pirani and thermocouple gauge are still used, as is the Bourdon diaphragm gauge.
Great strides were taken in the area of pressure gauges during this time period as well. Many ways of exploring vacuum measurement were explored including: Sutherlands gauge dependent upon gas viscosity (invented 1897, measured down to 10-4 Torr), Langmuir’s gauge which used quartz fiber to measure the amplitude of oscillations (1913, 10-4 Torr), Pirani’s gauge measuring the heat loss from a hot filament to the gas, based on resistance change of the gas (1906, 10-4 Torr), The thermocouple gauge which measured the change in temperature of a filament with a thermocouple (1906, 10-4 Torr), Knudson’s radiometer gauge (1910, 10-6 Torr), and various mechanical gauges including the Bourdon diaphragm gauge (1929). The Pirani and thermocouple gauge are still used, as is the Bourdon diaphragm gauge.
Pressure in the high vacuum range was very difficult to measure. The only gauges available for this range prior to 1916 were the Mcleod gauge and Dushman’s rotating disk gauge, which was a pre-cursor to the spinning rotator gauge. Both types were limited to 10-7 Torr.
In 1916 Buckley invented the hot-cathode ionization gauge, which had a cylindrical ion collector of large surface area surrounding the cylindrical grid and axial filament and measured ultimate pressure of 10-8 Torr, the x-ray limit. The hot-cathode ionization gauge was virtually the only gauge used to measure high vacuum until 1950.
A cold-cathode ionization gauge in a magnetic field was invented by Penning in 1937, known as the Penning or Phillips gauge. This gauge did not break the 10-8 limit, although scientists were beginning to understand that something was limiting the gauge, although they did not yet know it was the x-ray limit.
1950 – Present
The Bayard- Alpert gauge was invented in 1950 and can measure down to 10-11 Torr, which lead to ultra-high vacuum and the modern era of vacuum pumps. All modern pumps find their roots in the pumps developed between 1850 and 1950. A good resource on the development of modern pumps from 1950 – present can be found in the “Vacuum Science and Technology: Pioneers of the 20th Century”: Edited by Paul A. Redhead.
Modern Vacuum Pumps
Pump Types
There are three major categories of vacuum pumps today are:
Positive displacement pumps – low vacuum pumps. A mechanism inside the pump repeatedly expands a cavity into which gases flow, after which the cavity is sealed and gasses are exhausted into the atmosphere. Types include:
-
- Booster pump
- Diaphragm pump
- External vane pump
- Liquid ring pump
- Lobe pump
- Multistage booster pumps
- Piston pump
- Rotary vane pump
- Screw pump
- Scroll pump
- Toepler pump
- Wankel pump
Molecular or momentum transfer pumps – the most common type of pump and is usually used in combination with a displacement pump to achieve high vacuum. High speed jets of dense fluid such as oil or mercury or high speed rotating blades knock gas molecules out of the chamber. Momentum transfer pumps usually cannot be directly exhausted into atmospheric pressure, so they must be exhausted into a lower grade vacuum created most often by a mechanical positive displacement pump. Types include:
-
- Diffusion pumps – uses jets of dense fluids to push gas molecules out of the chamber
- Turbomolecular pumps- utilizes high speed rotating blades to clear the chamber of gas molecules
Entrapment pumps – for ultra-high vacuum needs over a short period of time. This type of pump captures gases in a solid or absorbed state. These can be added to pumping systems to achieve ultrahigh vacuums but they require periodic maintenance limiting their use. Types include:
-
- Cryopumps
- Ion pumps
- Non-evaporative getters
- Sorption pumps
Pumps can be used in single applications or combined in series or in parallel to form pumping systems. Positive displacement pumps can create a partial vacuum through mechanical means which can be used in many low vacuum situations.
For higher vacuum requirements, the most common system is a series of two or more pumps, with a positive displacement pump backing a molecular pump. The positive displacement pump is used to quickly clear the chamber of gas, and one or more pumps of lower Torr limits can be used in series or in parallel to bring the pressure down to system requirements.
Pump Performance Considerations
High vacuum systems often have to be custom built for the required application because of their complexity. High vacuum systems present several challenges. Materials of construction must be considered, so that gaskets, seals and other pump components are not damaged when exposed to the vacuum. Oils, greases, rubbers, and plastic materials may not be appropriate for high vacuum systems. High vacuum systems are commonly constructed with metal chambers and metal gasket seals, rather than the rubber gaskets found in many positive displacement pumps.
Many high vacuum systems are baked at a high temperature to evacuate absorbed gases before the vacuum is created. Outgassing by pump components during operations can cause inefficiency and potentially lead to pump failure. Molecule size of the gas being pumped in the vacuum can also create problems. Smaller molecules can leak or be absorbed more easily.
Ultra-high vacuum systems present further challenges. Detailed attention should be paid to materials of construction and outgassing issues. These systems are usually constructed out of stainless steel with metal gasketed conflat flanges, and the entire system is often baked under vacuum to reduce outgassing as much as possible. Some of these systems are also cooled by liquid nitrogen to further reduce outgassing and cryopump the system.
Further consideration must be given to leakage paths in ultra-high vacuum systems. The absorptivity of hard metals (including stainless steel), porosity of the chamber walls, and the grain direction of the metallic flanges, must be examined closely and constructed correctly.
In summary, the following should be carefully considered when selecting a vacuum pump or vacuum pumping system:
-
- Absorptivity
- Admission vs. no admission of oil vapor
- Chemical tolerance
- Dust tolerance
- Flow
- Liquids tolerance
- Materials of construction
- Outgassing potential
- Performance for various molecular sizes
- Porosity of chamber walls
- Pressure
- Reliability
- Sealing material
- Service intervals
- Vibration tolerance
Vacuum Pump Performance Measures:
Pumping speed – Volume Flow Rate (volume/unit of time) of the pump at its inlet. The average volume flow rate can vary depending on the chemical composition gases
Throughput – [Pumping Speed X Gas Pressure at inlet = Throughput], measured in units of pressure volume/unit of time. At constant temperate throughput = mass flow rate of the pump.
Throughput (leak or backstreaming) – refers to the [Volume Leak Rate X Pressure (at the vacuum side of the leak) = Leak or Backstreaming Throughput].
Leakage, evaporation, sublimation and backstreaming throughput is always constant. Positive displacement and molecular pumps have a constant pumping speed, but as pressure drops the volume contains less mass, dropping the throughput and mass flow rate exponentially.
How to Select Vacuum Pumps
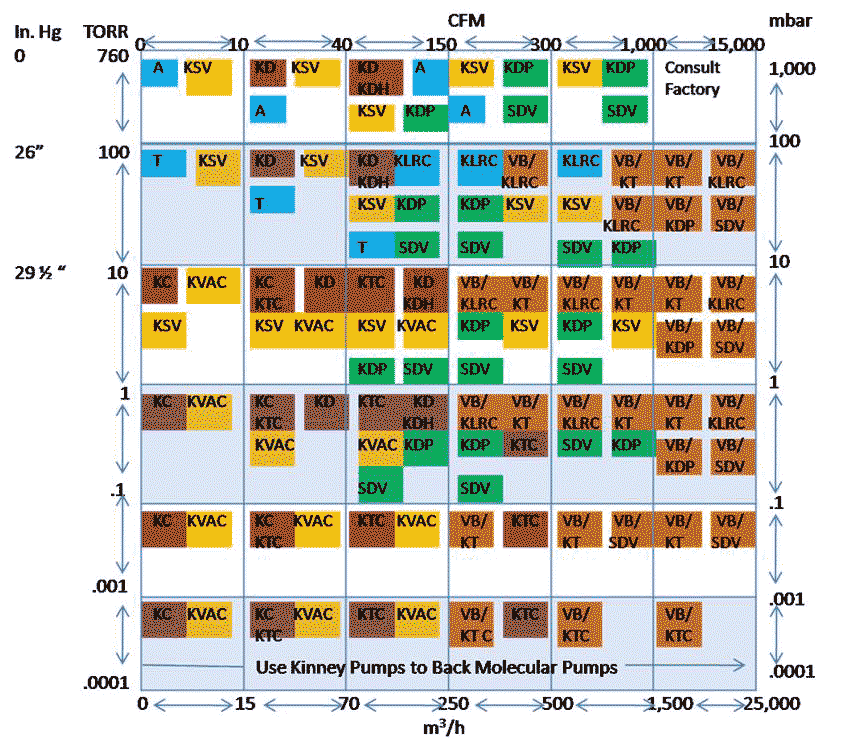
From the Tuthill Kinney Vacuum Pump Selector Guide
The following is an example of a vacuum pump selector guide from Tuthill. EPIC works with a variety of vacuum pump manufacturer’s and suppliers, not just Kinney pumps. We thought this particular guide was helpful, but similar information can be found from other vacuum pump manufacturer’s and suppliers including Haggedorn and Gannon, Grainger, Dekker, Edwards, Venturi and more.
 Contact Tuthill or IPEG for more information on the following guide.
Contact Tuthill or IPEG for more information on the following guide.
1.Determine the desired vacuum level in inches of mercury, Torr, or mbar*, and locate it on the vertical scale
2.Calculate the required capacity in cubic feet per minute or cubic meters per hour based on system volume, pump down time, gas load, and leakage and calculate it on the horizontal scale
3.The box where lines projected from the points on the verticle and horizontal scales intersect shows the possible pumps for the selected pressure and capacity
4.See “other factors” to further narrow your selection
* Note – 1 Torr = 1mm mercury absolute pressure. To convert inches of mercury vacuum to Torr:
Torr = (30 – inches of vacuum) x 25.4 at sea level
EXAMPLE: 20 inches Hg = (30 – 20) x 25.4 = 254
How to Calculate Pump Capacity Cubic Feet per Minute (CFM) or Cubic Meters per Hour (m3/h)
Pump capacity in CFM must be sufficient to achieve both pump down speed and handle gas load and/or leakage. Pump selection should be based on the higher of the two numbers.
 Pump Down
Pump Down
 Pump Down
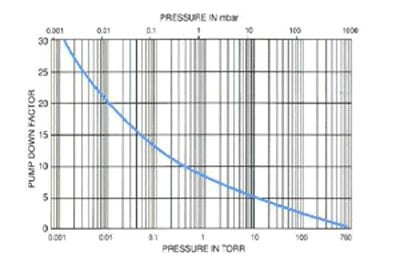
Pump Down1. Determine the volume of the system or process in ft3 (or m3)
2. Determine the pump down factor from the graph
3. Divide the volume of the system ft3(or m3) by the designed pump down time in minutes(or hours) and multiply by the pump down factor
Formula: System Volume ft3(or m3) X Pump Down Factor = Pump Capacity in
Desired Pump Down Time min(or hour) &bbsp; (from chart) CFM (or m3/h)
Gas Load
If you know the volume of gas at standard conditions (760 Torr, 70 degrees Fahrenheit) (1013 mbar, 0 degrees Celsius), use this formula:
For English Units:
Volume X 760 X Temp (degrees Fahrenheit) + 460 = Pump Capacity in CFM
Pressure in Torr 530
For metric units:
Volume X 1013 X Temp (degrees Celsius) + 273 = Pump Capacity in m3/h
(in m3/h) Pressure in mbar 273
If you know the mass flow of gas in lbs/hr (or kg/hr) use this formula:
For English units:
Gas Flow in lbs/hr X Material Factor (see below) = Pump Capacity in CFM
Pressure in Torr
For Metric units:
Gas Flow in kg/hr X Material Factor (see below) = Pump Capacity in m3/h
Pressure in mbar
Material Factor: English Units Metric Units
Air 169 842
Water 272 1354
Other Factors
The design of the vacuum piping connecting the pump to the process may affect the selection of the vacuum pump. Piping which is too long or too small in diameter will reduce the pumping speed at the process. For rapid pump down on small volumes, include the volume of the piping as part of the volume to be evacuated.
In considering alternative pump selections for an application, take into account these factors:
-
- Is the gas to be pumped dry or are there heavy vapor loads?
- Is the gas clean? Is it contaminated by dust or chemicals?
- Compare the power consumption of alternatives.
- Is cooling water available if required? Is air cooling an option?
Specific Pump Types from Chart
KT Single – Stage Rotary Piston Pumps
Typical applications: Vacuum packaging, vacuum furnaces, vacuum coating
KT pumps are quiet running vacuum pumps with high pumping capacity at both low and high pressures. The triplex piston design is dynamically balances and practically vibration free. There is no metal-to-metal contact between the pump piston and the cylinder; clearances are filled with oil. All models include an integral, positive pressure lubrication system. KT pumps are water cooled, but optional air-cooling systems are available on some models. Adjustable gas ballast valves are included as standard equipment for handling water and other vapor loads. An LP series KT pump additionally includes an integral oil mist eliminator and a compact, low-profile.
KC, KTC
Typical applications: Evacuating refrigeration systems, liquid gas storage, brake filling systems, low-pressure chemical vapor deposition, silicon crystal growing, leak detection
KC and KTC rotary piston pumps achieve the lowest possible pressures from mechanical pumps and are recommended for applications where the operating pressure is below 0.1 Torr (0.13 mbar). There is no metal-to-metal contact with clearances filled with oil. KC and KTC pumps are air-cooled with the exception of the KTC-112 which is water cooled. Adjustable gas ballast valves are included as standard equipment for handling water and other vapor loads. The triplex piston design is dynamically balances and practically vibration free.
KD and KDH Single-Stage Duplex Rotary Piston Pumps
Typical applications: Drying chambers, degasifiers, filling machinery, evacuation of process chambers
KD and KDH vacuum pumps are belt-driven, low-speed rotary piston pumps. These pumps are rugged and reliable; some have been in system operation for over 70 years. This reliability is due to no metal-to-metal contact because the clearances are filled with oil. Gas ballast and a large oil capacity enable the KD and KDH models to handle moderate water and other vapor loads. KD models are air-cooled, KDH models water-cooled.
KLRC Liquid Ring Vacuum Pumps
Typical Applications: Chemical and pharmaceutical processing, vapor recovery, deaeration, extruders, crystallizers, central vacuum systems
KLRC liquid ring pumps are suited for pumping wet mixtures and even slugs of liquid. They are available in standard, all iron construction (no yellow metals) and 316 stainless steel. Liquid ring pumps often require water-cooling, but air-cooling systems are available. Complete engineered system solutions including instrumentation, controls, piping and valves; self-contained liquid recovery and recirculation are also available. KLRC liquid ring pumps can pull as low as 4 Torr (5.3 mbar a). Low pressure performance is limited by the vapor pressure of the sealing liquid, which can be water, oil or process liquids.
A & T series Liquid Ring Vacuum Pumps
Typical applications – Filtration, solvent distillation/vapor recovery, sterilization, autoclaves, degasifiers, extruders, dearation, evaporators
AF single-stage “A” series and two-stage “T” series vacuum pumps are simplistic in design, rugged in construction, and built to run in the most severe of industrial conditions. With no metal-to-metal contact these pumps can run 24/7 operation for several years with no maintenance. These “abuser-friendly” pumps are vibration-free and environmentally friendly, with no oil use for lubrication, and no oil discharged to atmosphere. Complete, self-contained systems, including liquid recovery and recirculation, are also available.
“A” series single-stage pumps pull down to 29” Hg (25 Torr [33 mbar a]); “T” series two-stage pumps pull down as low as 4 Torr (5.3 mbar a). Low pressure performance is limited by the vapor pressure of the sealing liquid, which can be water, oil or process liquids
SDV Dry Screw Vacuum Pumps
Typical applications: Chemical and pharmaceutical processing, solvent recovery, forming, crystallization, dry etching, sputtering, vapor recovery
The SDV dry screw vacuum pump operates without oil or water in the pumping chamber, and with its straight-through design, the SDV can handle both condensable vapors and some solids without leaving residue. There is no metal-to-metal contact inside the pumping chamber, so wear is greatly reduced. The Kinney SDV dry screw pump is water-cooled, but self-contained air-cooled coolant recirculation systems are available.
SDV pumps are variable-pitch, to increase efficiency and lower temperatures. SDV pumps are also capable of full pumping speed from atmospheric pressure to 1 Torr (1.3 mbar a); however, the SDV can achieve ultimate vacuum as low as 0.01 Torr (0.013 mbar a). Complete engineered system solutions including instrumentation, controls, piping and valves, and self-contained coolant recirculation, are also available.
KSVB/KSV Rotary Vane Vacuum Pump
Typical applications: vacuum packaging, meat packing, vacuum chucking and holding, central vacuum systems, medical/dental vacuum, electronic assembly, plastic thermoforming, food processing
KSVB/KSV rotary vacuum pumps are ideally suited for clean or moderately contaminated applications when suction filters are fitted to the pump. KSVB/KSV pumps incorporate direct driven motors and integral oil mist eliminators. Gas ballast valves are standard for vapor handling.
KVAC Rotary Vane Vacuum Pumps
Typical applications: Freeze drying, filtering, tube evacuation, vacuum coating and deposition, backing diffusion or turbomolecular pumps
KVAC rotary vane vacuum pumps are utalized in laboratories and industry. All models include gas ballast valves and KF flanges. A range of matching KF fittings is available from stock.
Engineered Solutions
Booster/Rotary Piston Vacuum Pumping Systems
Typical applications: Transformer oil drying, vacuum furnaces, vapor coating, vacuum packaging
Kinney Booster/Rotary Piston vacuum systems pump high volumes at very low pressures. A high-capacity dry rotary lobe vacuum booster is matched to a smaller rotary piston vacuum pump. For continuous operation below 1 Torr (1.3 mbar a), the vacuum booster can increase the pumping speed of the vacuum pump by a factor of 10 or more, resulting in a higher capacity system with economy of scale. For operation at higher pressure and for faster evacuations, the booster may be approximately twice the capacity of the piston pump. Conventional systems with either direct driven or V-belt driven boosters and low-profile systems with close-coupled boosters are available.
Performance ranges from 200-2700 CFM (340-4590 m3/h) with ultimate vacuum levels as low as 0.2 microns. Custom engineered solutions to 10,000 CFM (17000 m3/h) are also available.
Booster/Liquid Ring Vacuum Pumping Systems
Typical applications: vapor recovery, chemical processing, dryers and evaporators
Kinney Booster/Liquid Ring systems are ideal for pumping wet gas mixtures at low pressures. Possible sealing liquids include water, oil and process liquids. Oil filled systems avoid problems with corrosive contaminants and sealant liquid vapor pressures at higher temperatures. Process liquid filled systems prevent contamination of process gases with either water or oil.
A wide variety of two-and-three-stage systems are available, complete with instrumentation, condensers, partial or complete sealant liquid recovery and recirculation, piping and valves.
Booster/Dry Screw Vacuum Pumping Systems
Typical applications: chemical and pharmaceutical processing, semiconductor processing, solvent recovery, forming, crystallization, dry etching, sputtering, vapor recovery
These systems combine high pumping speed with deep vacuum levels and operate free of oil, water or other sealing liquids. Flow ranges to 10,000 CFM (17000 m3/h) with vacuum levels to 10 microns and below. Complete engineered solutions are available and may include any combination of Kinney KDP or SDV vacuum pumps, vacuum boosters, electric motors, direct or V-belt drive, coolant recirculation systems, instrumentation, controls, skid piping and valves.