
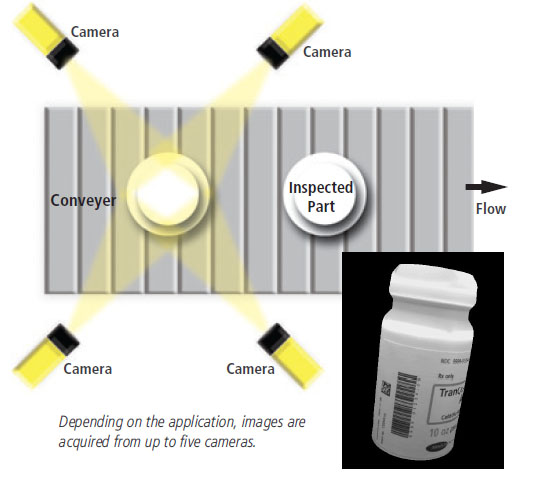
EPIC’s machine vision engineers have recently been working with a technology called 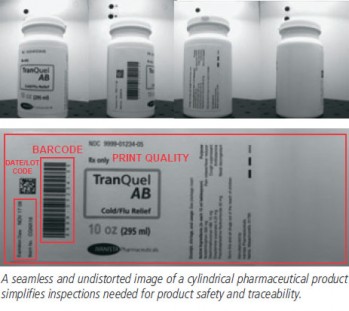 OmniView from Cognex. OmniView uses four or five stationary cameras to achieve one complete image of 360 degrees of an object. It eliminates the need to spin parts in order to inspect them, and is a less expensive solution in many cases. The Cognex OmniView system:
OmniView from Cognex. OmniView uses four or five stationary cameras to achieve one complete image of 360 degrees of an object. It eliminates the need to spin parts in order to inspect them, and is a less expensive solution in many cases. The Cognex OmniView system:
- Handles random part rotation, tilt and position
- Allows entire curved surface to be inspected at the same time
- Enables non-contact 100 percent inspection at up to 1200ppm, at standard resolution
- Provides extremely robust solutions that result from Cognex leading-edge vision algorithms
- Offers a faster and less expensive solution than line scan cameras
EPIC has used this system for several applications including unwrapping the image of engraved markings to confirm container origination and label reading. Other common applications include:
- Confirming package/product match … lowering the risk of a recall
- Reducing scrap … by detecting wrong or mislabeled products early in the production process
- Checking for torn or missing labels…critical to the packaging process
- Reading 1D and 2D codes…enables products to be tracked and traced through manufacturing
- Verifying label printing integrity … to ensure a positive brand image on store shelves
- Detecting damaged products … that result from operations such as cartooning
- Checking date code presence … ensuring that an inkjet printer is functioning properly
- Performing date/lot code OCR and OCV … verifies that product information is correctly printed and that labels are placed onto the right products
- Checking for roundness … for enhanced brand image
- Gauging … without a telecentric lens
 As with any advanced machine vision system, OmniView cannot simply be purchased and installed on a manufacturing line. Machine vision specialists are required to set the application up to work correctly for your product. For each OmniView application, the following seven steps must be performed by vision specialists:
As with any advanced machine vision system, OmniView cannot simply be purchased and installed on a manufacturing line. Machine vision specialists are required to set the application up to work correctly for your product. For each OmniView application, the following seven steps must be performed by vision specialists:
- Step #1: Calibration – training the camera where to look in the field of view for the object, translating image to world dimensions
- Step #2: Shape Training – programming the camera where to grab the image from on the object
- Step #3: Unwrap Training – programming the camera to properly “unwrap” the image with no overlap
- Step #4: Vision Tool Training – selecting and programming the vision tools you would like to use. Various tools analyze an image for any number of goals, including identification, searching, pattern matching, and measurement. You can also create custom vision tools. Image-analysis is controlled through scripting either C# Script or VB Script.
- Step #5: I/O Configuration – Input and output configuration to integrate camera system with other devices on the manufacturing line such as rejects, PLC’s ect.
- Step #6: External Control Interface – An HMI (human machine interface) can be good to manage the vision system for product type, program selection and inspection adjustments
- Step #7: Data Logging – the system can also be used to track statistics such as inspection quality, total pass parts, total found parts and sort for quantity of defects of each type.
EPIC is a machine vision system integrator located in St. Louis, MO. To learn more about EPIC, visit our website or contact an engineer today.